Advantages of Food Industry Conveyor Systems.
Food industry conveyor systems are an efficient and safe way to move food products from one place to another. They offer many SmartConvey advantages, such as reducing labor costs, increasing productivity, and improving food safety. With the use of conveyor systems, food products can be transported quickly and efficiently, which saves time and money for food processors. This means that more food can be processed in a shorter period of time, which ultimately boosts productivity.
Advancements in development have led to the SmartConvey development of more innovative and advanced conveyor systems designed especially for the food market. These conveyor spiral systems are designed in the direction of please the unique demands in addition to problems of the dishes market, such as sanitary measurement limitations in addition to needs. Furthermore, new developments like artificial understanding in addition to expecting maintenance have been integrated appropriate into food industry conveyor systems in the direction of improve their reduce downtime in addition to efficiency.

Food industry conveyor systems are designed together with SmartConvey safety in ideas. They are tailored up together with a choice of safety features in addition to are designed in the direction of please market safety demands. A couple of the spiral conveyor systems safety features include interlocks towards prevent ease of access in the direction of the conveyor system while it stays in treatment, emergency stops changes, in addition to guards in the direction of protect workers from relocating elements.

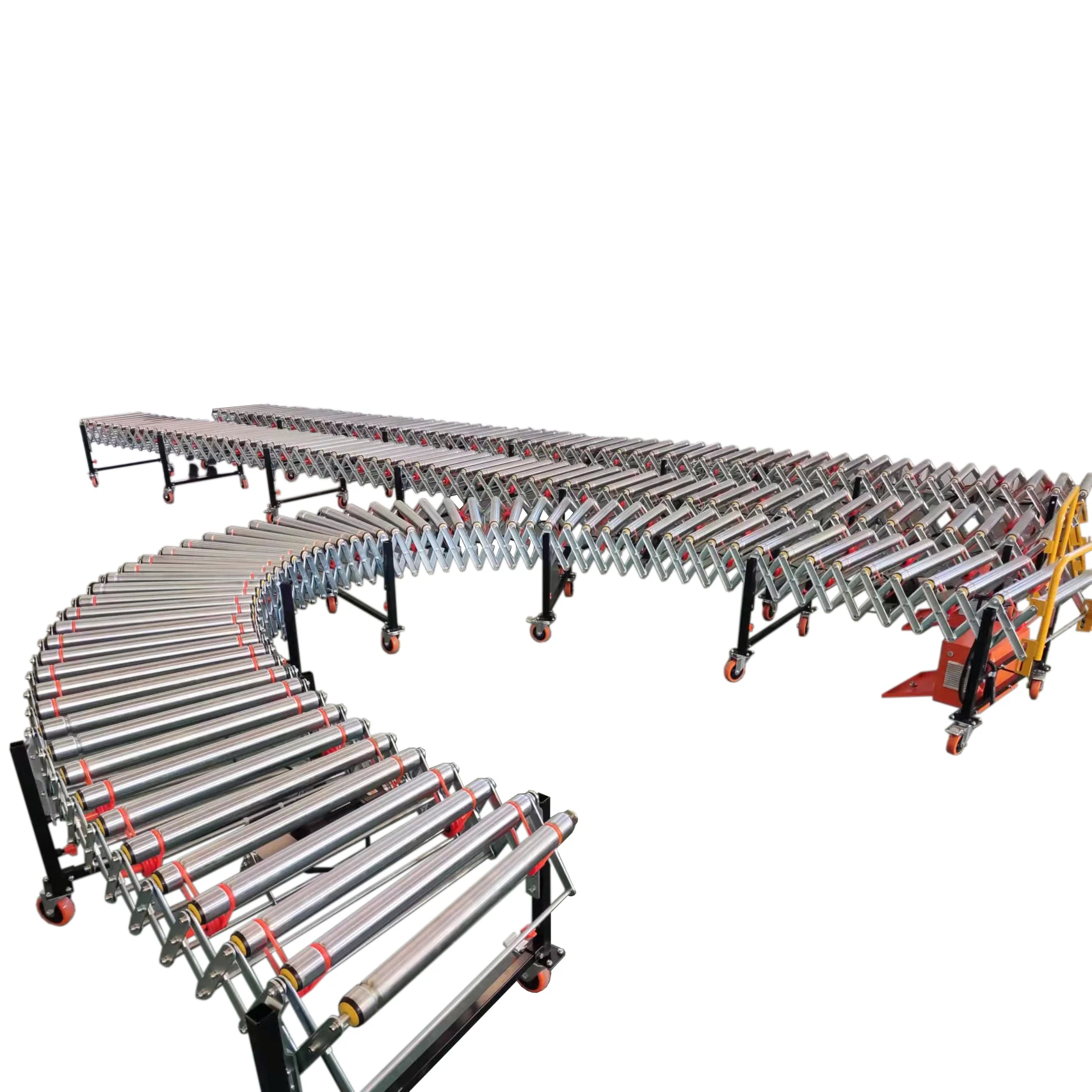
Using food industry conveyor systems is relatively easy. The SmartConvey products towards end up being moved are place on the conveyor belt, which afterward relocations them along in the direction of the complying with stage in the gravity roller conveyor production treatment. Amongst the advantages of usage, a conveyor system is that its requirements little manual labor. The workers simply need to load the products right into the conveyor system in addition to display its operation.

Protecting in addition to maintenance a food industry conveyor system is required towards ensure that the SmartConvey system is operating safely in addition to efficiently. Regular maintenance can help prevent breather downs in addition to extend the way of life of the system. Quality is also an essential aspect towards consider when selecting a conveyor system. High-quality gravity roller conveyor system are designed in the direction of withstand the serious environment of food processing plants and are built to last.
ave plenty of experience in the field and are dedicated to research Food industry conveyor systemsintelligent sorting systems and conveyor systems. We are able to get your order you on time since we are aware of importance and importance prompt delivery and ensuring that your business is running smoothly.
company staffed by a highly skilled team foreign trade Food industry conveyor systems. They have over 10 years working in the field foreign trade. They proficient in the entire process international foreign trade procedures to ensure smooth communications and smooth transactions.
We a multi-faceted company consisting comprising R D design sales, Food industry conveyor systems. team of highly skilled engineers provides expert technical support encourages ongoing research and development create innovative solutions that fit your needs.
We a top company China develops, manufactures sells top-quality conveyor systems worldwide. Food industry conveyor systemsOEM ODM service offered to you. You can customize products according your individual specifications and preferences.
Food industry conveyor systems might be used in a choice of SmartConvey gravity conveyor demands, including:
- Processing and packaging of food products
- Transfer of food products between processing stages
- Transportation of finished products to storage or shipping areas
- Loading and unloading of trucks and containers

Copyright © SmartConvey Automation (Shanghai) Co., Ltd. All Rights Reserved - Privacy Policy