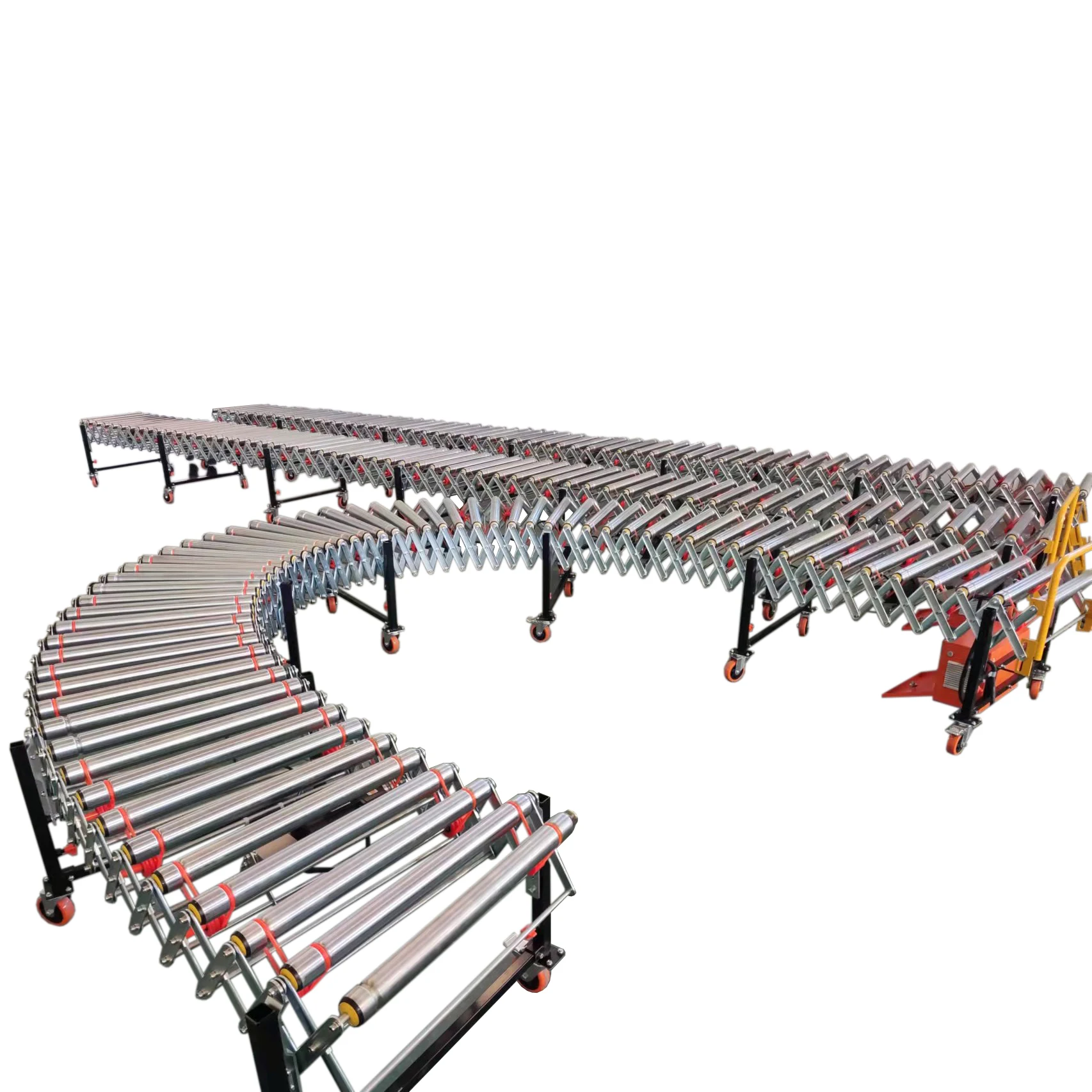
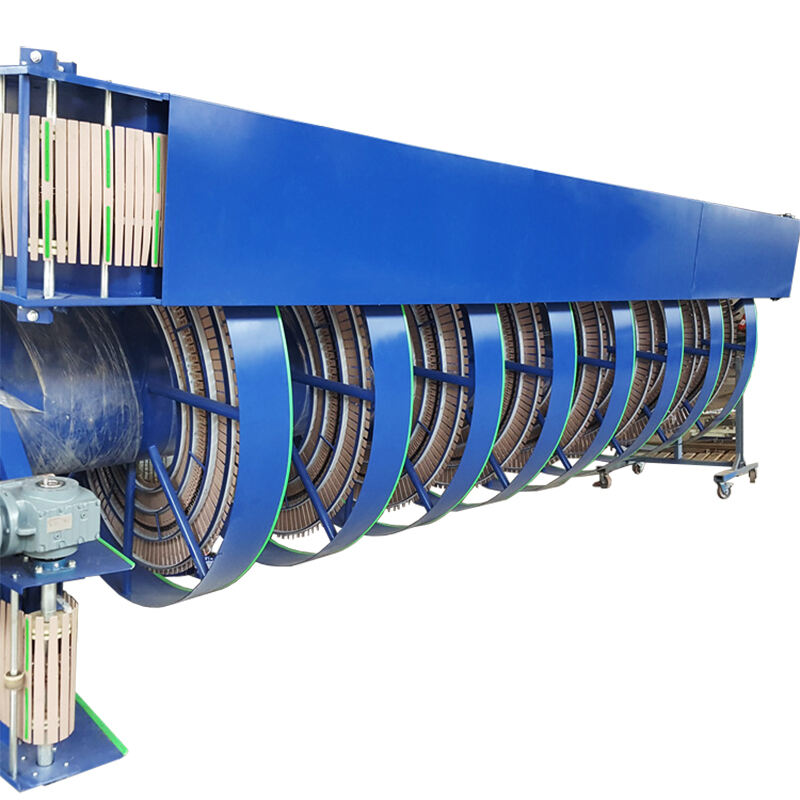
While it is not always the first thing that comes to mind for business owners, motor driven conveyor systems are essential in a wide variety of industries and can greatly improve efficiency. These systems are basically a moving surface for goods in various environments, including factories, warehouses and airports. They are primarily belts or rollers that carry items on a certain path so as to achieve continuous production in operation.
Managing a heavy-duty material efficiently: This is why the motor driven and powered conveyor systems are favored over other types of conveyors. Heavy products are always being moved in sectors like construction and manufacturing, so this machine comes very handily into play here. Large & Fast Movers - With the capability to manage high loads, they can move it quick and easy thereby well-improving your system.

Extended downtimes in production can quickly become a serious drain on any company's finances. Motor driven conveyor systems offer companies a way to keep parts rotating around in their manufacturing processes. These systems run non-stop to enable the transfer of products or material from one end of production line to another. Allowing employees to focus on other fundamental needs, knowing that their materials will always be there when they need it.

Automation is changing the traditional workings of industries for good and motor driven conveyor systems are no exception. These systems automate some manual tasks, helping create a safer environment for workers by lowering the risk of accidents and enabling staff to focus on their core duties. In addition, by using motor driven conveyors businesses can cut down on wastage thereby save costs and contribute to the environment.

The industry is advancing quickly as more businesses see the benefits of motor driven conveyor systems. These machines are constantly evolving because of technological improvements, which may not take longer to be able optimize the speed, load capacity and complexity operation. Corporate production processes can be finetuned leading to improved productivity and sustainability, another point that will become more favorable through our continued technological advancement.
All in all, motor driven conveyor systems are necessary devices for companies involved within the whole body of industries. This allows for greater efficiency, safety of workers and reduced waste generation by installing these systems in operation. These are ever-changing tools that will help drive industrial processes forward and create a more effective future as the industry evolves.
We are renowned company China that creates, produces supplies high-quality conveyor systems across globe. flexible OEM as well as ODM service available you. You can modify products according own motor driven conveyorpreferences.
business has motor driven conveyorexperienced team of experts foreign trade. They have over 10 years expertise foreign trade and knowledgeable about all aspects foreign trade and international trade practices ensure seamless communication and effective transactions.
We a full-service company which combines R D design Sales, Service, R D. team of highly skilled engineers motor driven conveyorexpert technical support and encourages ongoing effort research and development to develop innovative solutions that fit requirements.
have many years professional experience and dedicated research and development in the field motor driven conveyorsorting systems and conveyor systems. We'll get your order delivered when it is scheduled, because understand how important it is to ensure your company runs smoothly.

Copyright © SmartConvey Automation (Shanghai) Co., Ltd. All Rights Reserved - Privacy Policy