Heading: What is a Food Industry Conveyor Belt?
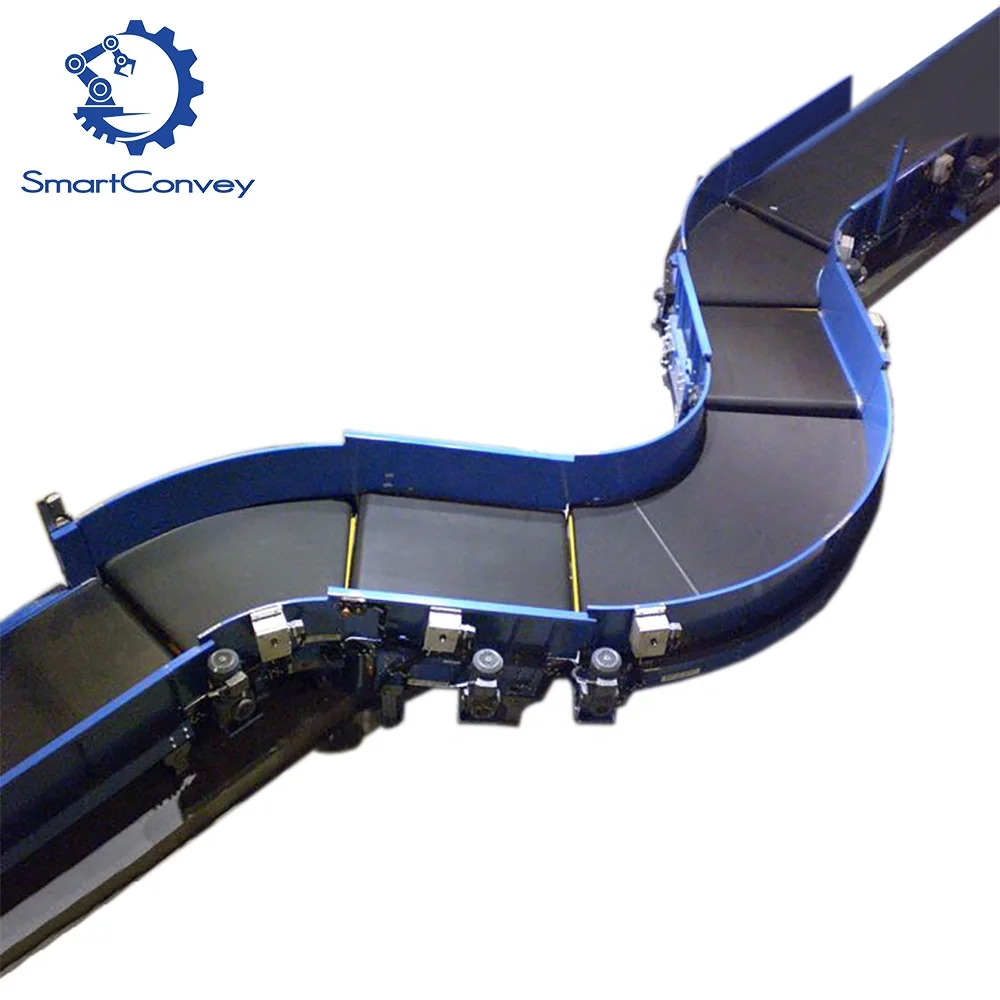
Are you curious about the tool that helps food industry workers move goods quickly and safely? The food industry conveyor belt is the answer. This durable tool is used to transport products from one place to another, rarely needing a break. We will outline the advantages, innovations, safety, use, and quality of a SmartConvey food industry conveyor belt.
The food industry conveyor belt is designed to help businesses make their production process faster, more efficient, and cost-effective. One of the main advantages of a conveyor belt is that it can run for extended periods, thereby reducing the need for manual labor, thus saving time and money.
Another advantage of a SmartConvey belt conveyor in food industry is that it can carry different types of products and can be used for many different tasks. It can move raw food materials, finished products, or even packaging, making the process more manageable and freer of errors.
Thanks to advances in technology, there are many innovative ways that the food industry conveyor belt can be used. One such innovation is the "smart conveyor," equipped with sensors that ensure food is transported at the correct speed. This SmartConvey food belt conveyor is more energy-efficient, and they can detect quality and safety issues and sound an alarm if problems occur.
New conveyor belts are designed to be easier to handle and maintain. In addition, they can be customized and designed to meet different requirements, such as carrying food at cooler temperatures or transporting food through a freezer.

Food safety is a top priority in the food industry, and the conveyor belt plays an essential role in ensuring the food remains safe for consumption. The SmartConvey food processing conveyor belt is designed with various safety features that minimize potential hazards and prevent food contamination.
For instance, cleaning is an essential aspect of food safety, and conveyor belts are constructed with materials that can withstand harsh cleaning solutions without compromising the belt's performance or durability.

Using a food industry conveyor belt is simple. When installing a new conveyor belt, a professional installer can get a system up and running in just a few hours. SmartConvey conveyor belt in food industry comes with pre-engineered designs, making them easy to manipulate, depending on your business needs.
Committed the R D of intelligent sorting systems, conveyor systems, have Food industry conveyor beltextensive knowledge in these fields. We'll ship order on time because we understand how important it is ensure that your business runs smoothly.
business has highly experienced team foreign trade experts. They more than 10 years experience foreign trade. They are familiar with all aspects foreign Food industry conveyor beltand international trade regulations ensure smooth communications and smooth transactions.
We a top company China develops, manufactures sells top-quality conveyor systems worldwide. Food industry conveyor beltOEM ODM service offered to you. You can customize products according your individual specifications and preferences.
We a multi-faceted company consisting comprised R D designs sales, service and R D. Food industry conveyor beltteam of engineers provides expert technical support supports continuous research development to provide innovative solutions that fit your needs.
Service and quality are important factors to consider when purchasing a food industry conveyor belt. Maintenance ensures that the conveyor belt functions correctly and efficiently and prolongs the lifespan of your investment. The quality of the materials used in the conveyor belt's construction also plays a critical role in its performance, durability, and ease of cleaning.
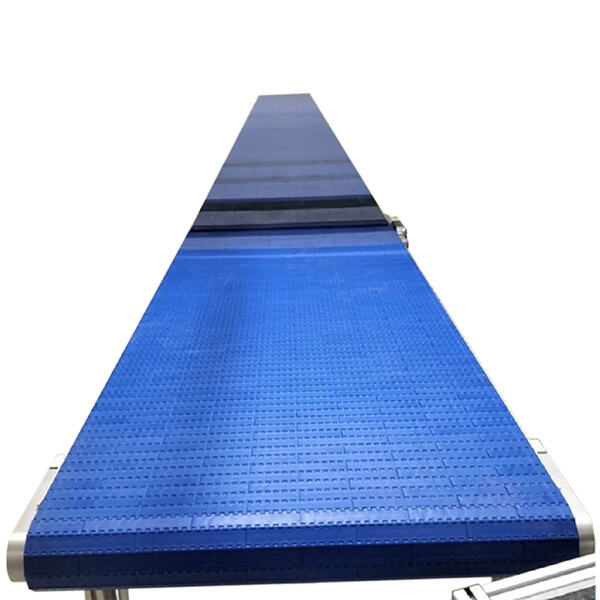
Application
A food industry conveyor belt has numerous applications. SmartConvey conveyor belt for food industry can be used to transport food from one processing point to another, like moving food from the mixing stage to the packaging stage. It also plays an important role in maintaining high standards of hygiene in food manufacturing, protecting food from damage and contamination, and preventing workplace accidents.

Copyright © SmartConvey Automation (Shanghai) Co., Ltd. All Rights Reserved - Privacy Policy