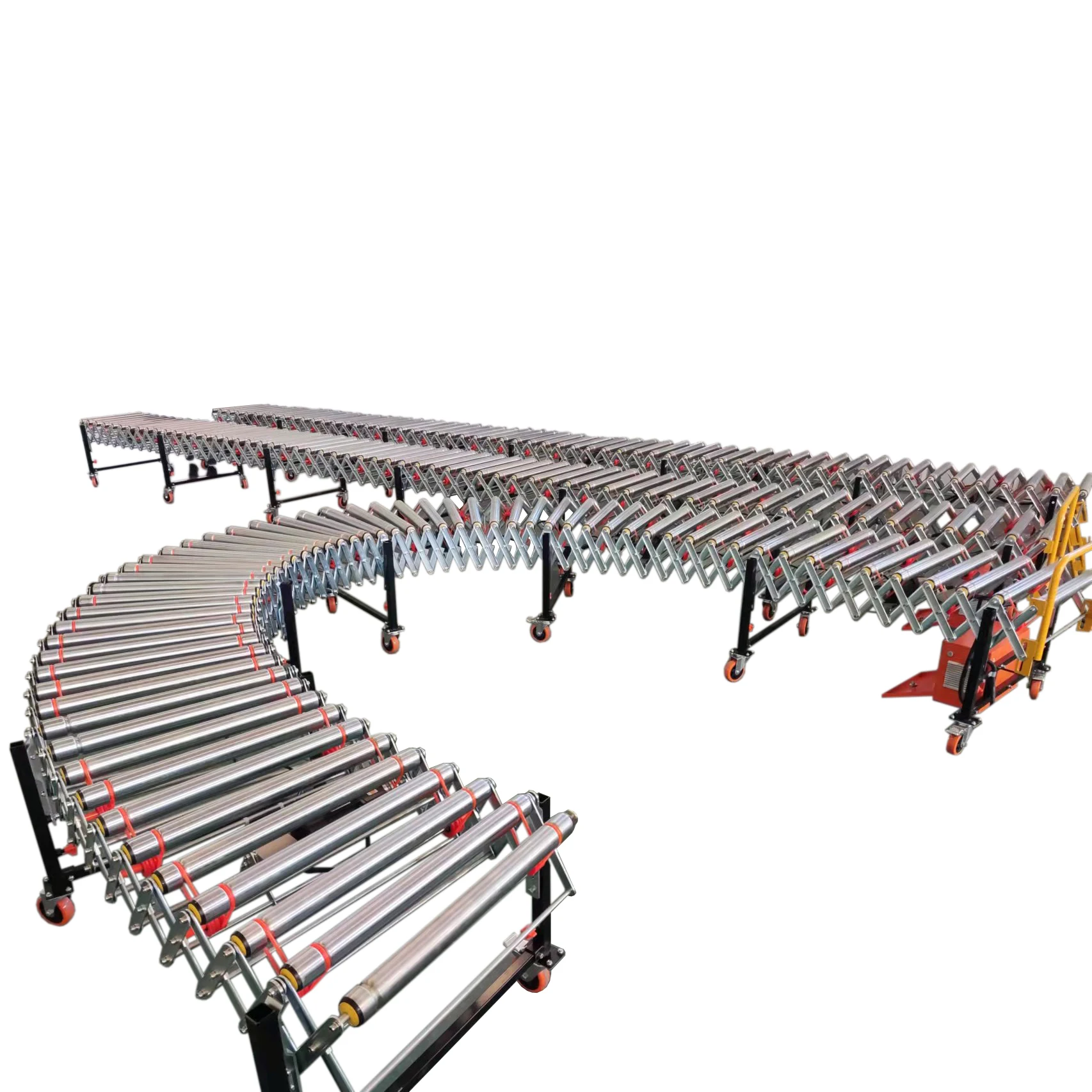
Proficient food recipe management is more important than ever in the fast environment of the commercial kitchen. Belt conveyor systems make all those processes possible. Such systems are made to transport raw materials, processed foods and finished goods from one place in a production line. At the heart of a food processing plant, they essentially enable items to move from one location to another.
The first unique advantage of belt conveying type is that they can carry a considerably higher volume of products at once, in such a short period. Designed to move products without stopping along the way, AGVs are able to transport anything from raw materials through finished goods.
Food hygiene and safety is the most important aspect of food industry. This is especially where food grade belts are required. This type of belts are manufactured under stringent safety norms, it assures no contamination or cross-contamination through the production.
Belts for food grade applications are usually made with materials that can deal moisture, chemicals and wear. In addition, these belts are easy to clean which prevent any food wastes sticking on the belt. This way the spoilage and bacterial growth is kept on a minimum that guarantees your preparation won't make you ill in any case.

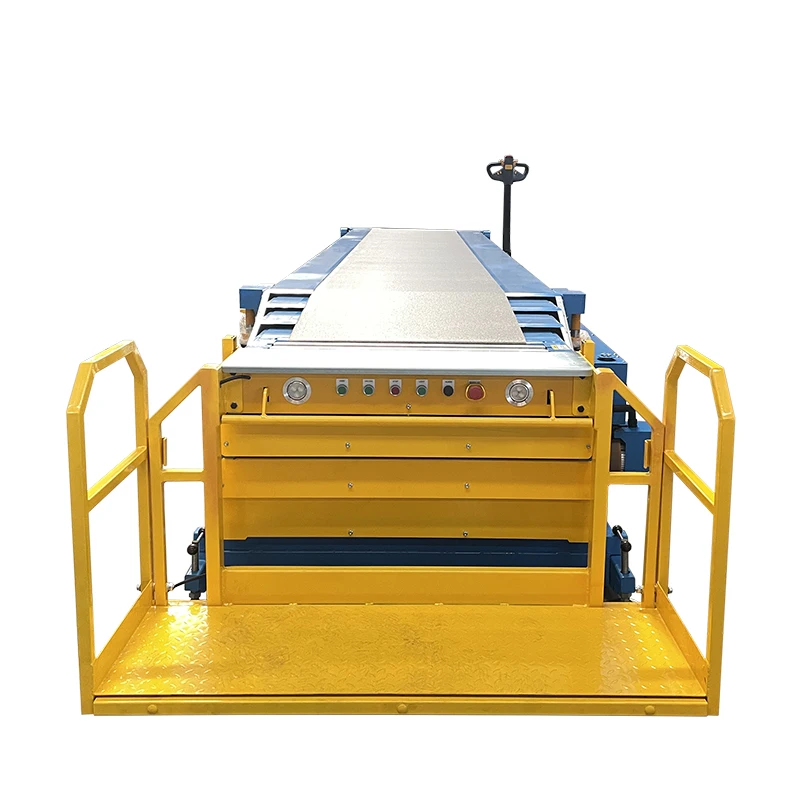
Because of recent times advantages, many a food processing plant have incorporated automated belt conveyor systems in their production processes. New systems enable increased productivity at lower labor rates while increasing throughout and diminishing downtime.
Automated systems use the latest technologies, including sensors and special software to optimize the production process. They can detect and eliminate blockages, jams, reduce waste as well improve accuracy for sorting and packaging.

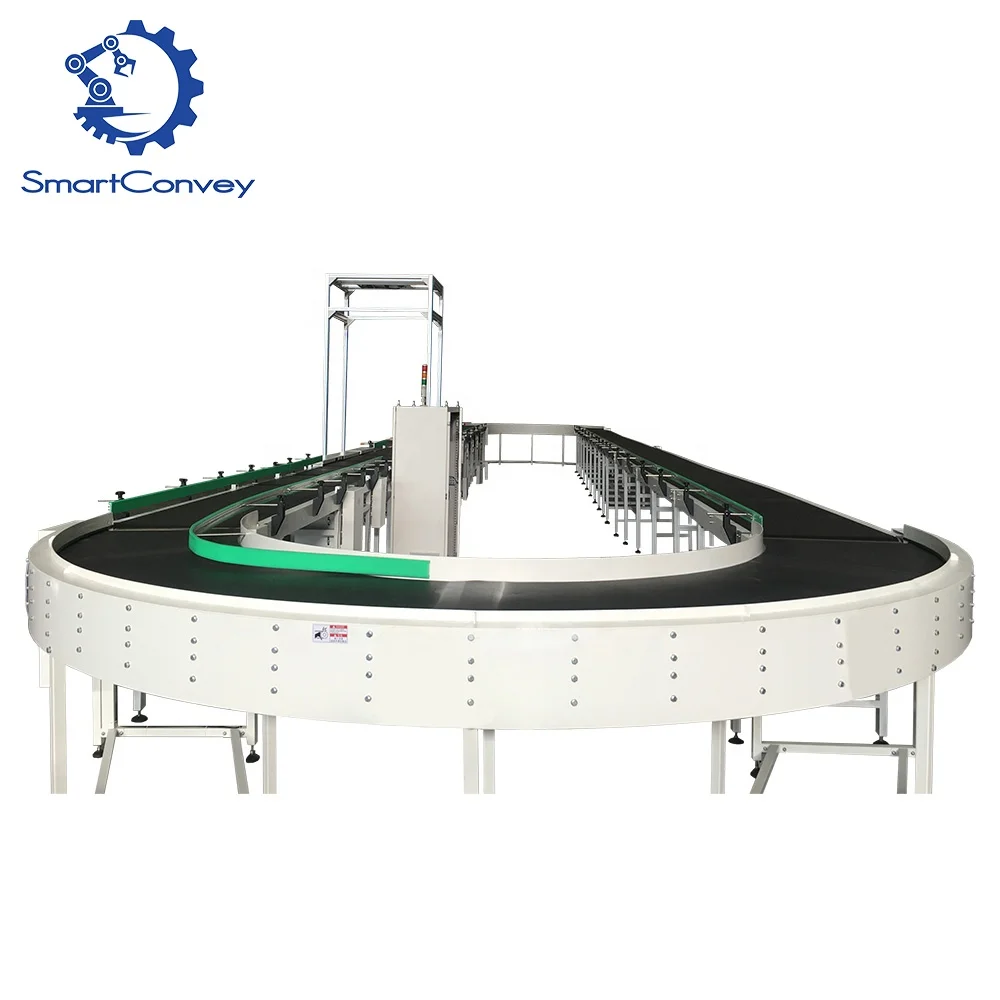
While belt conveyor systems not have an odd position in food packaging and dispensing, their uniqueness is just beginning to come forth. These systems are used in sortation and shipping of orders, palletizing the products correctly, as well as circulate items inside warehouses.
Perhaps one of the most delightful uses for belt conveyor systems in food packaging is to integrate them into and high-speed packing lines. When you have a fast paced environment, these industrial lines capable of packaging up to 100 items per minute when needed are the perfect solution.

Magnetic belt conveyors are gaining a growing foothold in the food industry because of their distinct design and working principles. With the help of these conveyor systems, ferrous materials are automatically moved across an assembly line via magnetic fields to eliminate manual labour entirely and potential risk for contamination as well.
One of the most common benefits to choosing a magnetic belt conveyor is that gentle or delicate items can be processed without breaking. This is done by hanging the objects in a turbulent air which minimises friction and decreases burn injury.
Additionally, the maintenance of magnetic belts is amongst one of the simplest by virtue such that cleanup can seldom be needed as well downtime potential will likely go down. This would make them ideal for food processors looking to boost their production lines.
To sum up, the Belt conveyor systems are key players in industrial as well as food and beverage sector. They serve as a reliable way to move food chain of materials, processed foods and final products along the production line cost - effectively They are indispensable for any food processing plant as they manage to increase productivity and at the same time takes care of their safety.
We top company in China designs, produces sells top-quality conveyor systems throughout world. flexible OEM as well ODM service accessible you. Make products custom-designed belt conveyor in food industryyour requirements and needs.
company staffed by highly skilled team of experts foreign trade. Our team of foreign trade professionals has more than 10 years of belt conveyor in food industryis familiar in the whole process international trade.
We a fully integrated firm combines R D, Design sales, Service, Research. Our engineering team belt conveyor in food industryto providing high-quality technical support. They also support continuous development of research and efforts develop innovative solutions.
ave plenty of experience in the field and are dedicated to research belt conveyor in food industryintelligent sorting systems and conveyor systems. We are able to get your order you on time since we are aware of importance and importance prompt delivery and ensuring that your business is running smoothly.

Copyright © SmartConvey Automation (Shanghai) Co., Ltd. All Rights Reserved - Privacy Policy