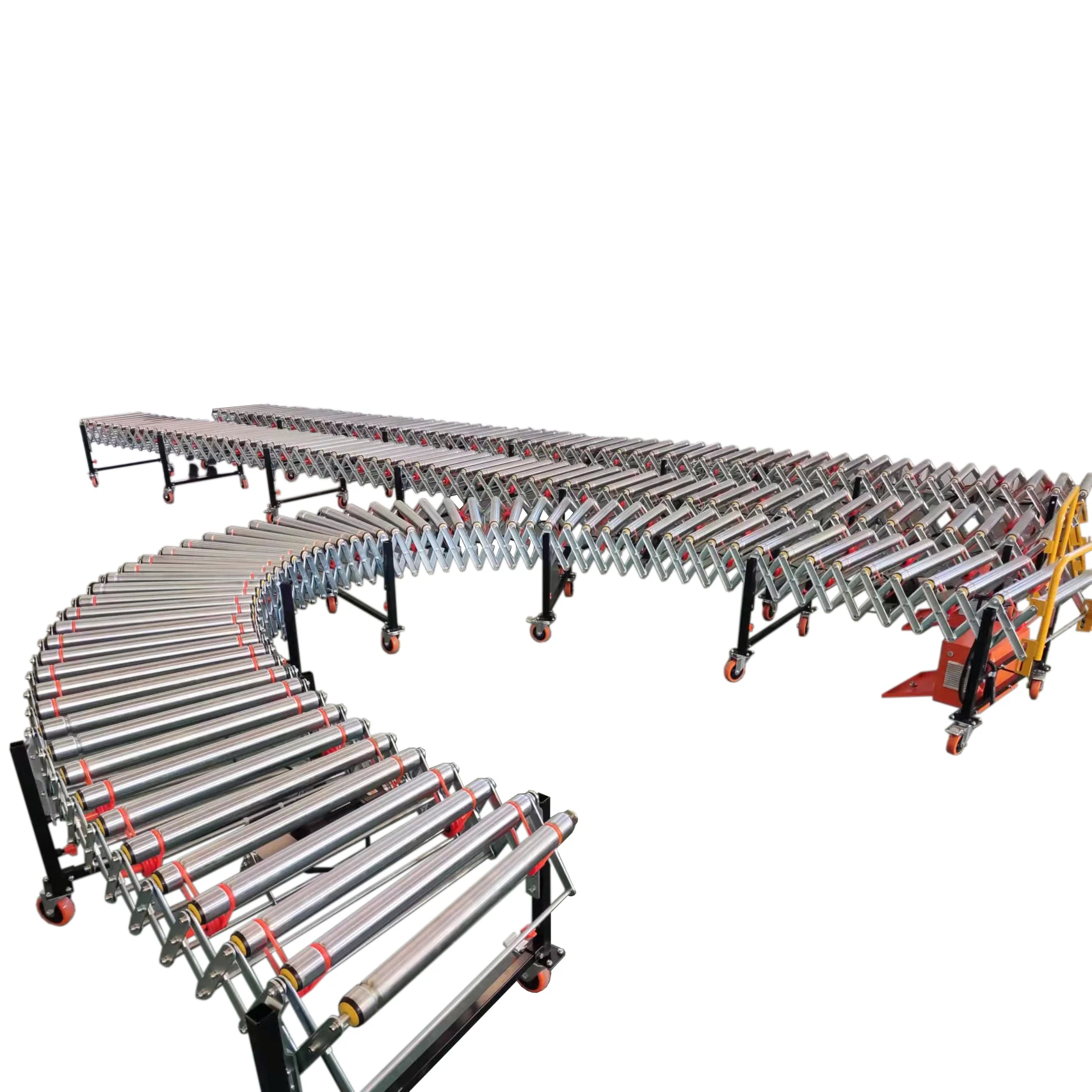
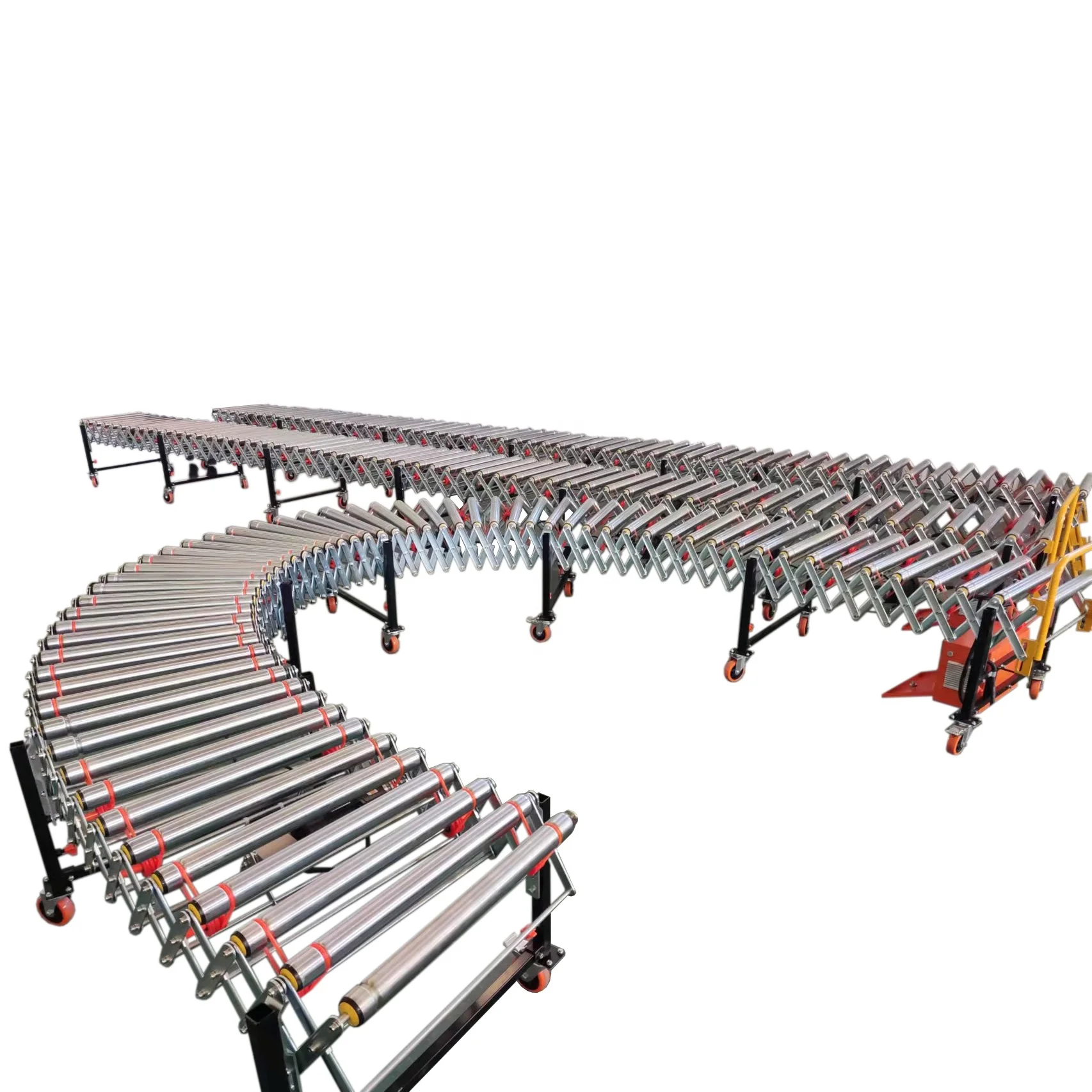
Motor Driven Roller Conveyor: An Excellent Means to Transfer Goods Tidy & Easily
Motor driven roller conveyor is amazing when it comes to moving things in factories. A unique system that facilitates safe transfer of products from any spot to another. Discover its benefits, how it works and where it is used.
Advantages
The work of motor driven roller conveyor is really good With a powerful motor that drives the rollers smoothly, products can be moved without hassle. Further, this system is easy to install and maintain as well; therefore it does not often get stopped which in turn helps create more items.
Innovation
But the camera placement in this conveyor isangot better over time. But it has since been updated with knew smart parts that will detect if something gets jammed in it, and stop the conveyor - so no one trips or falls into minced debris. It provide safety and increased work speed.
Safety
People that work in factories must be kept safe. The motor driven roller conveyor with buttons and guards to keep everything even safer. This prevents the system from being hazardous, thus avoiding accidents.
This belt is primarily used in the food industry, but also found its use within other industries automotive, pharmaceutical and really any application using a conveyor. It assists in lifting the light heavy things easily. It can move linearly and at the same time such as an ordinary conveyor, but also turn with many segments included.
How to Use
This conveyor is easy to use First, you turn the engine on and adjust its speed while dropping your products evenly across the rollers. Products will be moved very similar to a conveyor across the other end. Follow by removing those items from the rack and send them to next level.

This conveyor needs some maintenance for best working condition. It is recommended you get it inspected and changed every six months. Comparison needs to be smooth in order for it to keep working.

The construction is quite good, using robust materials. If taken care of properly, this could last a long time. It is solid so this can be the perfect choice for a company that needs to have good control over its accounting system.
Its a good conveyor for carrying stuff in various industries. This will allow this AGV to be able to pick products in lines, bring them placement positions for packaging and also move the packages into storage. It is also able to categorize and merge products, suited for shipment centres.
The motor driven roller conveyor is essentially one of the greatest inventions for product transportation purposes in different industries. The Break-Bulk, as it is known in New York City Harbor [4], provides the reliable distribution of goods from point to pint and will change manufacturing forever. In this comprehensive guide, you can explore the countless advantages If motor-driven roller conveyor, its advanced technologies and techniques of safety along with workability activation, sustainability features in terms of maintenance is required or not durability aspects model-wise application used for.
Committed the R D of intelligent sorting systems, conveyor systems, have Motor driven roller conveyorextensive knowledge in these fields. We'll ship order on time because we understand how important it is ensure that your business runs smoothly.
As leading conveyor system company based China Motor driven roller conveyorin the design, production distributing high-quality conveyor systems across globe. Flexible OEM and ODM service is accessible to you. Customize the products to meet your specifications and needs.
We a fully integrated business blends R D Design Sales, Service, and R D. dedicated team of experienced engineers Motor driven roller conveyorprofessional technical assistance encourages ongoing effort in research and development to offer new and innovative solutions to meet your needs.
company has professionals foreign trade. They more than 10 years expertise in Motor driven roller conveyortrade are well versed in all aspects of international and foreign trade procedures ensure smooth communication and effective transactions.
Another important benefit of this is the high level performance and efficiency. Additionally, they have a powerful motor that drives the rollers which allows for an uninterrupted flow of items. Additionally, its operational and maintenance features have been designed to be intuitive and quick deliverable results providing excellent performance speedulously.
Technological Advancements
The motor driven roller conveyor has come a long way since its inception with significant technological improvements along the years. Introducing the use of sensors which can alert in case a blockage is detected and automatically stop the conveyor to avoid further damage, as well as many other advanced features has done wonders for both safety on site and operational efficiency.
Safety Features
Regardless of the motor driven roller conveyor system, safety is a number one priority and our line of conveyors provide an excellent array of advanced safe guard protections. It has an emergency stop buttons and protective guards that did not allow any moving parts to expose, securing the entire performance of the system while also protecting operators from possible accidents.
Operational Procedures
Motor Driven Roller Conveyor - This type of roller conveyor can be used for grocery shopping, paging sorts and other goods delivery industry applications. A set of autonomous robots, countered or free running (trackless), that can pick up and carry multiple products with a wide range in weight allows the robot to better fit into different layouts; this ensures flexibility as they are able to navigate through straight paths movements as well curvilinear projects creating an efficient workspace.
Operational Guidelines
The operation of the motor driven roller conveyor is very simple.setOnAction Begin the motor, set speed as per item requirement and load items uniformly on rollers. This device will then send the goods to an endpoint that can easily be unloaded and navigated through the rest of production.
Maintenance Requirements
The motor driven roller conveyor is virtually maintenance free, but regular servicing of key components will prolong service life. Getting any system inspected and maintained every six months (or at whatever rate the manufacturer recommends) is also recommended, as doing so can extend your water heaters life span while increasing its overall efficiency.
Durability and Quality
The motor driven roller conveyor is built with high-standard materials to ensure durability and reliability against wear and tear given it will be used on a day-to-day basis. This system is a long-lasting and dependable investment for companies that expect a consistent, strong conveyor solution when handled with proper maintenance.
Versatile Applications
A motor driven roller conveyor is used in numerous applications and industries, to support the transportation of goods around assembly lines,directly to a packaging station or on through into storage. And, when it comes to sorting and merging products in logistics or distribution centers, you cannot enhance operational efficiency further without the functionality of AS/RS.

Copyright © SmartConvey Automation (Shanghai) Co., Ltd. All Rights Reserved - Privacy Policy